焊接位置简图
发布时间:2015-09-20 点击数:5821
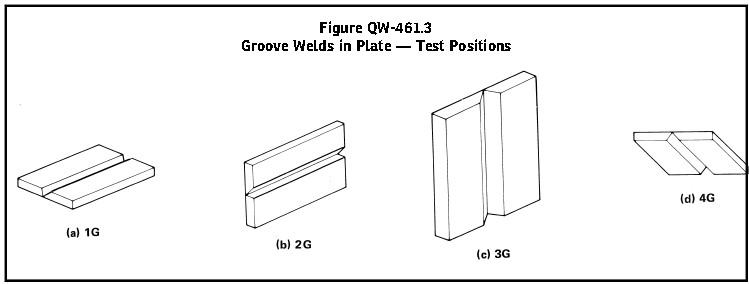
坡口焊的焊缝位置
1.板的焊接位置
1G 平焊位置。板处于水平面内,焊缝金属在板的上方熔敷。
2G 横焊位置。板处于垂直面内,焊缝轴线是水平的。
3G 立焊位置。板处于垂直平面内,焊缝轴线是垂直的。
4G 仰焊位置。板处于水平面内,焊缝金属从板的下方熔敷。
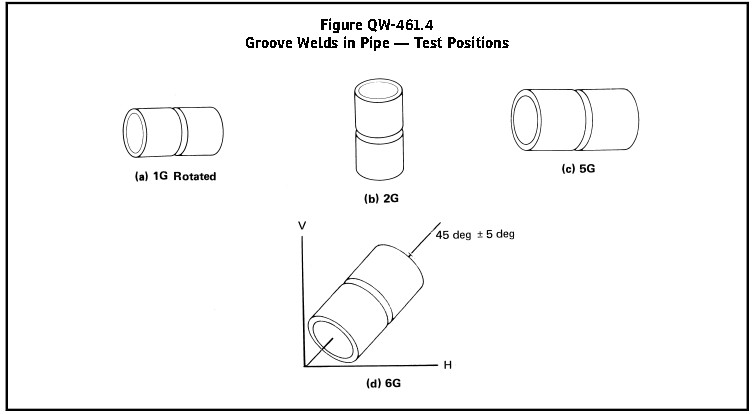
2.管的焊接位置
1G 平焊位置。管子轴线水平,焊接时管子转动。
2G 横焊位置。管子轴线垂直,焊缝轴线处于水平面内,焊接时管子不转动。
5G 多位置。管子轴线水平放置,焊缝坡口在垂直面内,焊接时管子不转动。
6G 多位置。管子轴线与水平面成45°倾斜角,焊接时管子不转动。
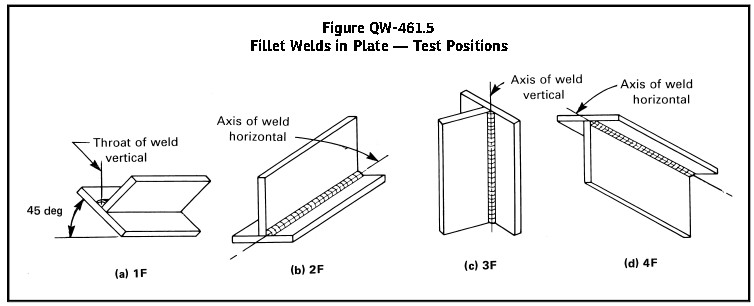
角焊的焊缝位置
1F 平焊位置。平板所处位置使熔敷焊缝的轴线是水平的,而焊缝厚度是垂直的。
2F 横焊位置。平板所处位置使熔敷焊缝的轴线是水平的,并且位于水平板的上面,靠着垂直板面。
3F 立焊位置。平板所处的位置使熔敷焊缝的轴线是垂直的。
4F 仰焊位置。平板所处位置使熔敷焊缝的轴线是水平的。
(河北广浩管件有限公司版权所有,转载必须经同意)
上一篇:冷成型三通为什么要做无损检测?
下一篇:焊道焊层简图