法兰密封面的机加工
发布时间:2015-09-16 点击数:4057
ASME B16.5中对法兰密封面(包括RF和FF面)的光洁度有具体的要求,以确保密封面和垫片完整相配,提供高质量的密封。
锯齿面,同轴或者螺旋型,要求每英寸30到55道凹槽,相等于粗糙度125-500微英寸(micro inches)。是最常见的金属法兰的密封面加工类型。参见下图。
常用法兰密封面加工类型
精加工面
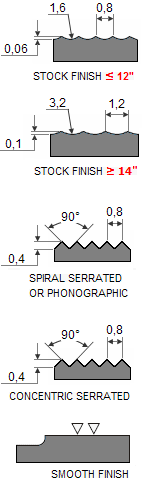
精加工面是最常用的法兰密封面加工方法,适用于任何普通工况。在受压下,垫片的软面嵌入该密封面,形成具有高摩擦力的密封啮合面。对于12寸及以下的法兰,该密封面加工采用半径为1.6mm的车刀,给进速度为每圈0.8mm;对于14寸及以上的法兰,该密封面加工采用半径为3.2mm的车刀,给进速度为每圈1.2mm。
螺旋形锯齿形面
螺旋形锯齿面是一种连续形的留声机螺旋槽式法兰密封面,但是与精加工面不同,该密封面加工采用90°的车刀,形成带有45°角的锯齿V型结构。
同轴锯齿形面
同轴锯齿形法兰密封面有同心锯齿槽组成。车刀为90°,锯齿状均匀的分布于密封面。
光亮面
光亮式法兰密封面看上去并没有明显的机加工痕迹。该密封面主要用于金属面的垫片,比如:夹套垫、齿形垫和平垫等。该密封面采用半径为0.8mm的车刀,递送速度为每圈0.3mm,深度为0.05mm,粗糙度为Ra 3.2 到 6.3 微米(125 到 250 微英寸) 。